三菱PLC编程软件使用教程
第一部分:软件概述与安装
常用软件介绍
- GX Works2: 三菱PLC的经典编程软件,支持从FX系列、Q系列、L系列到早期的A系列等,对于大多数初学者和仍在使用FX系列/Q系列的用户来说,这是首选,它稳定、功能全面。
- GX Works3: GX Works2的升级版,界面更现代化,集成了更多功能(如运动控制、安全控制等),并支持最新的i-RF系列等PLC,如果你使用的是较新的PLC型号,推荐使用GX Works3。
- GX Developer: 更早期的软件,目前基本已被GX Works2/3取代,但一些老项目可能仍在使用。
本教程将以GX Works2为主进行讲解,其核心步骤在GX Works3中完全适用。

(图片来源网络,侵删)
软件安装
- 获取安装包: 你可以从三菱自动化官网下载,或从授权渠道获取,安装包通常包含主程序、仿真环境和各种驱动。
- 以管理员身份运行: 右键点击安装程序(如
Setup.exe),选择“以管理员身份运行”。 - 安装过程:
- 选择安装语言: 通常选择“简体中文”。
- 选择安装组件: 建议全选,特别是 “模拟器” 和 “驱动程序”,这对你后续的学习和调试至关重要。
- 安装路径: 可以使用默认路径,但建议不要安装在带有中文字符的路径下(如
C:\Program Files),以防出现兼容性问题。 - 安装完成后: 重启电脑是必须的,以确保所有驱动和组件都能正常加载。
第二部分:创建新项目
-
启动软件: 打开安装好的 GX Works2。
-
新建工程:
- 点击菜单栏的 “工程(F)” -> “创建新工程(N)...”。
- 或者直接点击工具栏上的第一个图标(一个带有“+”号的空白纸张)。
-
设置PLC参数:
- 在弹出的对话框中,你需要进行关键设置:
- PLC系列: 选择你使用的PLC型号,
FXCPU。 - PLC类型: 选择具体的型号,
FX3U (C)。 - 程序语言: 选择
ladder(梯形图),这是最直观的编程语言。 - 设置注释: 可以勾选“添加注释”,方便后续编程。
- PLC系列: 选择你使用的PLC型号,
- 点击 “确定”。
- 在弹出的对话框中,你需要进行关键设置:
-
软件界面介绍: 创建成功后,你会看到主界面,主要由以下几个部分组成:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 菜单栏: 包含所有操作命令。
- 工具栏: 快速访问常用功能的图标。
- 工程数据列表: 左侧的树形结构,用于管理整个项目的所有元素(程序、参数、软元件注释等),这是你的项目“导航中心”。
- 编辑区: 中间最大的区域,用于编写梯形图。
- 状态栏: 底部,显示光标位置、PLC当前状态等信息。
第三部分:编写第一个梯形图程序
我们以一个最经典的 “自锁电路” 为例,这是PLC编程的基础。
目标: 当按下启动按钮X0,输出Y0亮起并保持;当按下停止按钮X1,输出Y0熄灭。
理解梯形图元素
- 常开触点,像开关的“开”状态,当其对应的软元件(如X0)为ON时,触点接通。
- 常闭触点,像开关的“关”状态,当其对应的软元件(如X0)为OFF时,触点接通;当X0为ON时,触点断开。
- 线圈,当其左侧的电路逻辑为ON时,线圈得电,对应的软元件(如Y0)被置位(输出)。
- END: 结束指令,表示程序结束。
编写程序
-
选择程序位置: 在左侧的“工程数据列表”中,双击 “程序” -> “MAIN”,确保你在主程序编辑区。
-
输入元件:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 将光标放在编辑区的最左侧蓝色母线(左侧的垂直线)旁边。
- 直接在键盘上输入
X0,然后按回车键,一个常开触点X0就出现了。 - 将光标放在X0触点的右侧,输入
X1,然后按F5键(或点击工具栏的常闭触点图标),一个常闭触点X1就出现了。
-
并联触点:
- 将光标放在X0触点的下方,输入
X0,按回车。 - 将光标放在新X0触点的右侧,按
F3键(或点击工具栏的常开触点图标),一个常开触点X0并联在第一个X0上。
- 将光标放在X0触点的下方,输入
-
输出线圈:
- 将光标放在最右侧,输入
Y0,然后按F7键(或点击工具栏的线圈图标),一个输出线圈Y0就出现了。
- 将光标放在最右侧,输入
-
结束指令:
- 将光标放在Y0线圈的下方,输入
END,然后按回车。
- 将光标放在Y0线圈的下方,输入
-
转换程序:
- 这是非常重要的一步!梯形图编辑器中的内容是“草稿”状态,必须转换为PLC可识别的机器码。
- 按下快捷键
F4,或者点击工具栏的 “转换” 图标。 - 成功转换后,编辑区的背景会从灰色变为白色,表示程序已保存到工程中。
第四部分:仿真与调试
在没有实际PLC硬件的情况下,我们可以使用内置的 仿真器 来测试程序是否正确。
-
启动仿真:
- 点击菜单栏的 “在线(O)” -> “启动调试(D)”。
- 或者直接点击工具栏上的 “启动/关闭调试” 图标(一个绿色的三角形)。
-
设置仿真运行模式:
- 启动后,软件会自动进入“监视模式”,你可以看到程序的实时状态,但无法强制改变元件状态。
- 我们需要进入“监视(写入模式)”。
- 点击菜单栏 “在线(O)” -> “监视(M)” -> “监视模式(W)”。
-
运行程序:
- 按下快捷键
F9,或者点击工具栏的 “运行” 图标(一个绿色的三角形)。 - 程序开始运行,如果程序没有错误,状态栏会显示“RUN”。
- 按下快捷键
-
强制操作(模拟输入):
- 模拟启动: 在编辑区,右键点击第一个 X0 常开触点,选择 “强制ON”。
- 你会看到,X0触点变成蓝色,并且Y0线圈也变成蓝色,表示它们都处于ON状态,这正是我们想要的自锁效果!
- 模拟停止: 右键点击 X1 常闭触点,选择 “强制ON”。
- 你会看到,X1触点变成蓝色(常闭触点ON意味着其物理触点是断开的),导致整个回路断开,Y0线圈熄灭(颜色消失)。
-
停止仿真:
- 测试完毕后,按下
F10键(或点击工具栏的“停止”图标)停止程序。 - 再次点击“启动/关闭调试”图标,退出仿真模式。
- 测试完毕后,按下
第五部分:下载到PLC硬件
当仿真测试通过后,就可以将程序下载到真实的PLC中了。
-
连接硬件:
- 使用 USB-SC09 或 USB-CAB020 等编程电缆,将电脑的USB口与PLC的编程口(如FX系列是RS-422口)连接好。
- 给PLC通电。
-
设置通信参数:
- 点击菜单栏 “在线(O)” -> “传输设置(T)...”。
- 在“连接目标”中,选择 “USB”。
- 点击“通信测试”,如果显示“连接成功”,说明硬件连接正常。
- 点击“确定”。
-
下载程序:
- 点击菜单栏 “在线(O)” -> “写入(W)...”。
- 在弹出的对话框中,确保勾选了 “程序” 和 “参数”(如果需要)。
- 点击“执行”。
- 软件会提示你将PLC置于“停止”模式,确认后开始下载,下载成功后,PLC上的RUN指示灯会亮起。
-
运行与监控:
- 在PLC本体上,将模式选择开关拨到 “RUN”。
- 回到软件,点击 “启动/关闭调试” 进入在线监视模式。
- 你可以通过操作PLC的物理输入点(接通X0、X1的按钮)来观察软件中Y0的状态变化,实现实时监控。
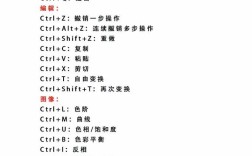
第六部分:常用快捷键与技巧
| 功能 | 快捷键 | 说明 |
|---|---|---|
| 转换 | F4 | 最重要! 将梯形图从编辑模式转换为运行模式。 |
| 运行 | F9 | 启动PLC程序运行(仿真或在线)。 |
| 停止 | F10 | 停止PLC程序运行。 |
| 常开触点 | F3 | 输入一个常开触点。 |
| 常闭触点 | F5 | 输入一个常闭触点。 |
| 线圈 | F7 | 输出一个线圈。 |
| 应用指令 | F8 | 输入如MOV、CMP等功能指令。 |
| 竖线 | F11 | 画一条垂直连接线。 |
| 横线 | F12 | 画一条水平连接线。 |
| 删除 | Shift + Delete | 删除光标所在的元件或线。 |
| 强制ON/OFF | 右键单击元件 | 在线调试时强制改变元件状态。 |
总结与建议
- 从基础开始: 先熟练掌握梯形图的基本元素(触点、线圈)和自锁、互锁等经典电路。
- 善用仿真器: 仿真器是你的“免费PLC”,大胆地去测试你的想法,不用担心烧坏设备。
- 勤查手册: 三菱官方提供详尽的《GX Works2/3操作手册》和《FX系列编程手册》,遇到不确定的功能时,查阅手册是最可靠的方法。
- 添加注释: 在编程时,为每个元件添加“元件注释”和“注释”,这会让你在几个月后看回自己的程序时,事半功倍。
- 版本选择: 如果只是学习或使用FX/Q系列,GX Works2 足够且资源更多,如果使用最新PLC,则使用 GX Works3。
希望这份详细的教程能帮助你顺利入门三菱PLC编程!祝你学习愉快!